ఆన్లైన్ సెకండరీ ఇమేజ్ సెపరేషన్ టెస్ట్ సిస్టమ్ కోసం స్పెసిఫికేషన్
ఆటోమోటివ్ విండ్షీల్డ్ యొక్క సెకండరీ ఇమేజ్ సెపరేషన్ యాంగిల్ను కొలవడానికి, ఆన్లైన్ సెకండరీ ఇమేజ్ సెపరేషన్ టెస్ట్ సిస్టమ్ను ఆటోమోటివ్ విండ్షీల్డ్ ప్రొడక్షన్ లైన్లో అనుసంధానించవచ్చు. ఈ టెస్ట్ సిస్టమ్, టెస్టింగ్ ప్లాన్ ప్రకారం నిర్దేశిత ఇన్స్టాలేషన్ యాంగిల్ శాంపిల్పై ఉన్న ప్రత్యేక పాయింట్ల వద్ద సెకండరీ ఇమేజ్ సెపరేషన్ విలువను కొలుస్తుంది మరియు విలువ అసాధారణంగా ఉంటే అలారం ఇస్తుంది. ఫలితాన్ని రికార్డ్ చేయవచ్చు, ప్రింట్ చేయవచ్చు, నిల్వ చేయవచ్చు మరియు ఎగుమతి చేయవచ్చు. కొలత పనితీరు అవసరాలకు అనుగుణంగా బహుళ సెన్సార్ సిస్టమ్లను ఏకీకృతం చేయవచ్చు.
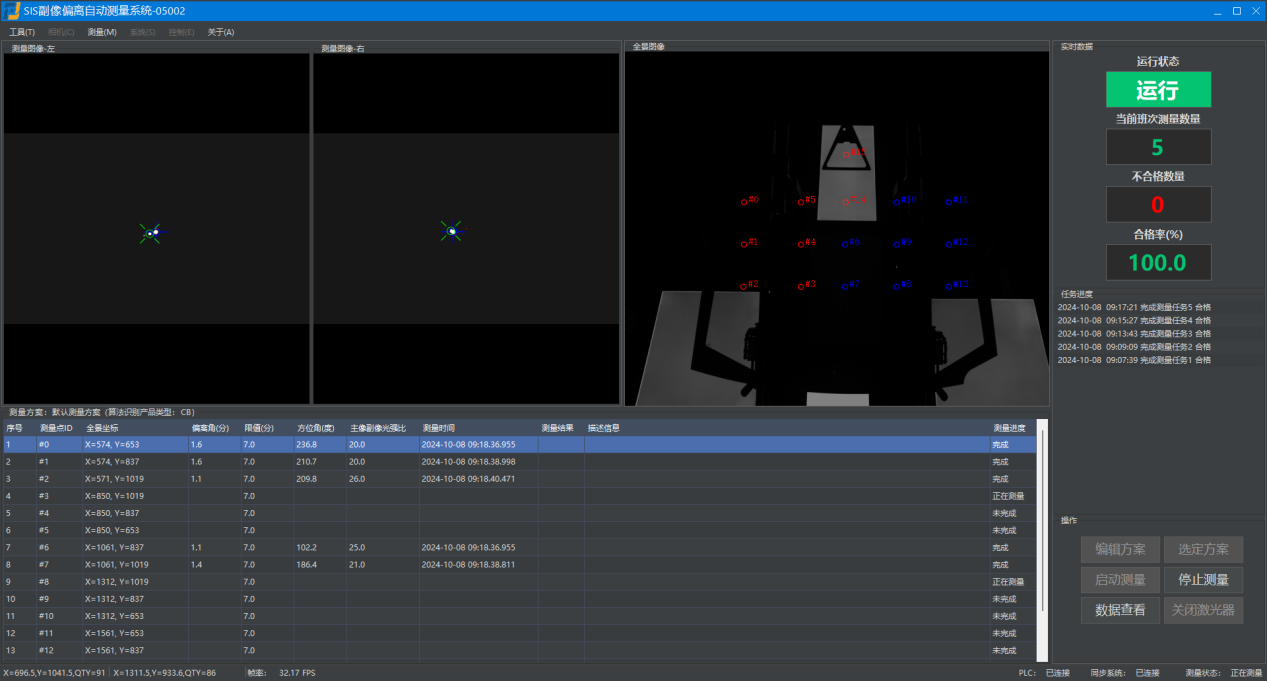
సాఫ్ట్వేర్ ఇంటర్ఫేస్
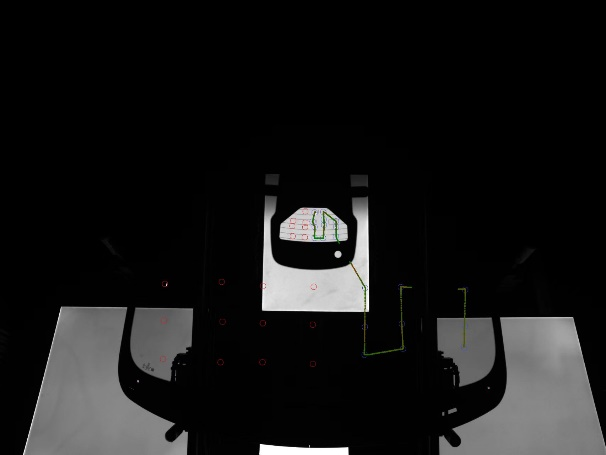
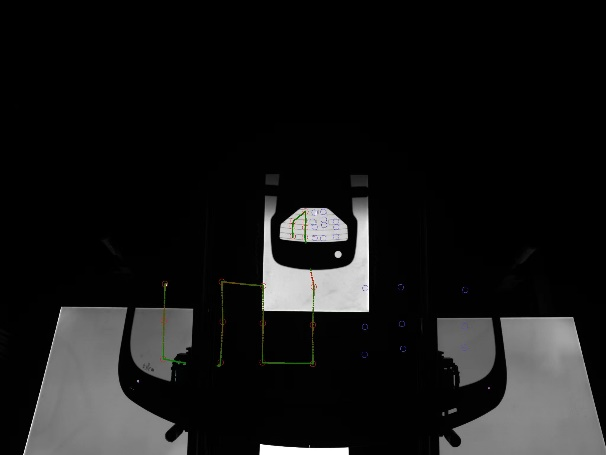
డ్యూయల్ సెన్సార్ల స్కానింగ్ ఫలితాల ప్రదర్శన
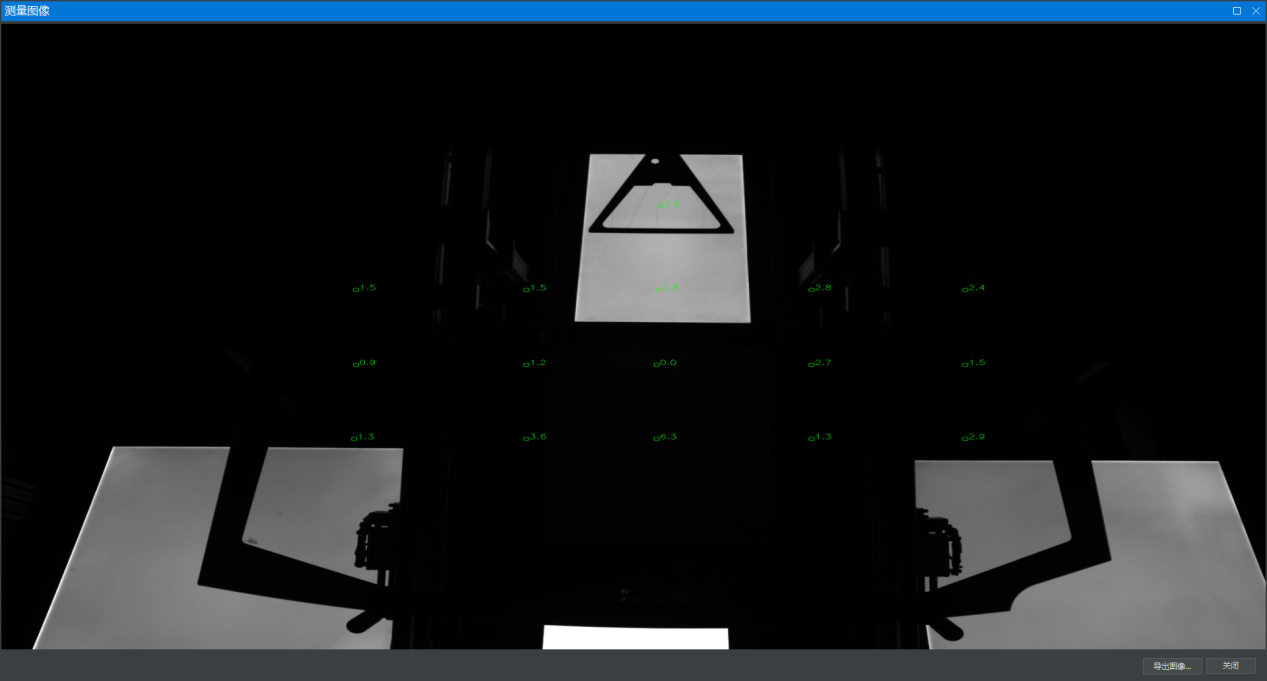
కీలక అంశం ఫలితాలు
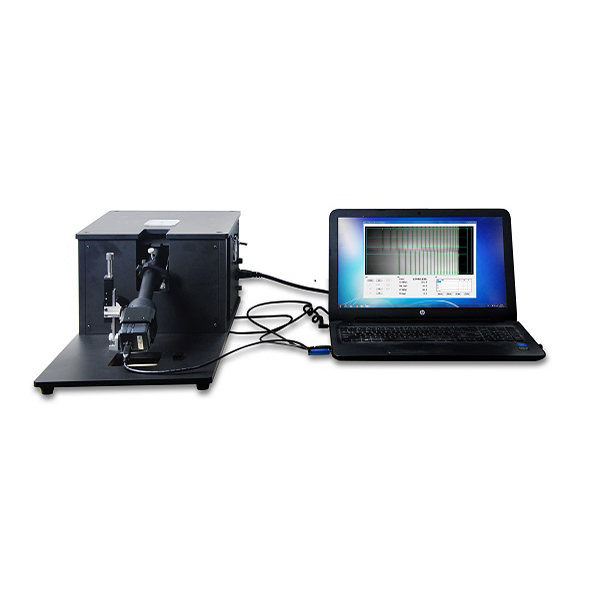
దిఆటోమేటిక్అంచు ఒత్తిడిమీటర్చేయగలరుకొలతఒత్తిడి పంపిణీ (సంపీడనం నుండి తన్యత వరకుఒకానొక సమయంలోసుమారు 12Hz వేగంతో మరియుఫలితాలు కచ్చితమైనవి మరియు స్థిరమైనవి. అదివేగవంతమైన మరియు సమగ్రమైన అవసరాలను తీర్చగలదుకొలత మరియు పరీక్షఫ్యాక్టరీ ఉత్పత్తిలో.తోఫీచర్s యొక్కమాల్ పరిమాణం, కాంపాక్ట్ నిర్మాణంమరియుఉపయోగించడానికి సులభం, టిఅతనుమీటర్నాణ్యత నియంత్రణ, స్పాట్ కోసం కూడా అనుకూలంతనిఖీమరియు ఇతర అవసరాలు.
నమూనా
నమూనా పరిమాణ పరిధి: 1.9 * 1.6 మీటర్లు (అవసరానికి అనుగుణంగా అనుకూలీకరించబడింది)
నమూనా సంస్థాపన కోణ పరిధి: 15°~75° (నమూనా పరిమాణం, సంస్థాపన కోణ పరిధి, కొలత పరిధి మరియు యాంత్రిక వ్యవస్థ కదలిక పరిధి ఒకదానికొకటి సంబంధం కలిగి ఉంటాయి మరియు అవసరాలకు అనుగుణంగా అనుకూలీకరించవలసి ఉంటుంది)
మొత్తం పనితీరు
ఒకే బిందువు కొలత పునరావృతత: 0.4 '(ద్వితీయ ప్రతిబింబ విచలన కోణం<4'), 10% (4 '≤ ద్వితీయ ప్రతిబింబ విచలన కోణం<8'), 15% (ద్వితీయ ప్రతిబింబ విచలన కోణం ≥ 8 ')
కొలత వేగం: 80 సెకన్లలో 40 కీలక పాయింట్లు (అనుకూలీకరించబడింది)
లేజర్ కాంతి సెన్సార్ సిస్టమ్ పారామితులు
| కొలత పరిధి: 80'*60'కనిష్ట విలువ: 2'రిజల్యూషన్: 0.1' | కాంతి మూలం: లేజర్తరంగదైర్ఘ్యం: 532nmశక్తి: <20mw |
దృష్టి వ్యవస్థ పారామితులు
| కొలత పరిధి: 1000మిమీ*1000మిమీ | స్థాన నిర్ధారణ కచ్చితత్వం: 1మి.మీ. |
యాంత్రిక వ్యవస్థ పారామితులు (అవసరమైన విధంగా అనుకూలీకరించబడినవి)
| నమూనా పరిమాణ పరిధి: 1.9*1.6మీ/1.0*0.8మీ.నమూనా స్థిరీకరణ పద్ధతి: 2 ఎగువ మరియు 2 దిగువ స్థానాలు, అక్షసౌష్టవంగా.సంస్థాపన కోణం కోసం గణన బెంచ్మార్క్: నమూనాపై నాలుగు స్థిర బిందువులతో కూడిన తలం.నమూనా సంస్థాపన కోణ సర్దుబాటు పరిధి: 15°~75°.సిస్టమ్ పరిమాణం: 7 మీటర్ల పొడవు * 4 మీటర్ల వెడల్పు * 4 మీటర్ల ఎత్తు. | సిస్టమ్ అక్షం: x అనేది క్షితిజ సమాంతర దిశ, z అనేది నిలువు దిశ.X-దిశ దూరం: 1000మి.మీ.Z-దిశ దూరం: 1000మి.మీ.గరిష్ట అనువాద వేగం: 100 మిమీ/సెకను.అనువాద స్థాన ఖచ్చితత్వం: 0.1 మి.మీ. |
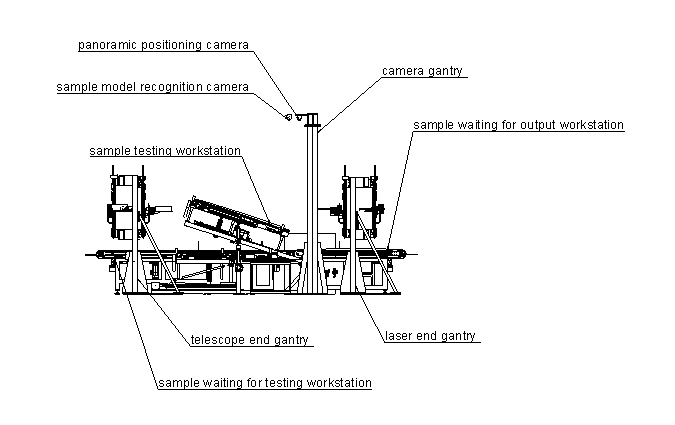
పరిష్కారం 1
మెకానికల్ విభాగం ప్రధానంగా విండ్షీల్డ్ నమూనాలను బదిలీ చేయడానికి, ఇన్స్టాలేషన్ కోణానికి నమూనా భంగిమను సర్దుబాటు చేయడానికి మరియు కొలతను పూర్తి చేయడంలో సెకండరీ ఇమేజ్ సెపరేషన్ టెస్ట్ సిస్టమ్కు సహాయం చేయడానికి ఉపయోగించబడుతుంది.
మెకానికల్ విభాగం మూడు వర్క్స్టేషన్లుగా విభజించబడింది: టెస్టింగ్ కోసం శాంపిల్ వెయిటింగ్ వర్క్స్టేషన్, శాంపిల్ టెస్టింగ్ వర్క్స్టేషన్ మరియు అవుట్పుట్ కోసం శాంపిల్ వెయిటింగ్ వర్క్స్టేషన్ (ఐచ్ఛికం).
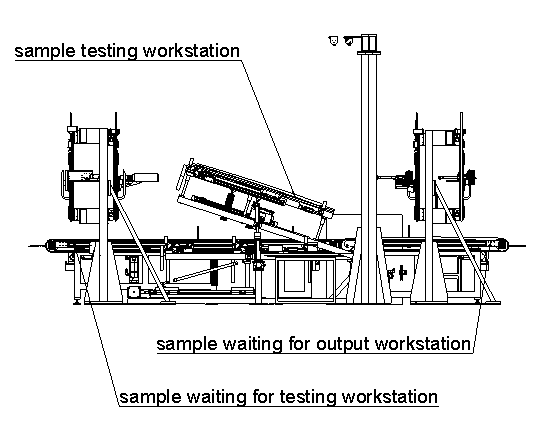
నమూనా పరీక్ష యొక్క ప్రాథమిక ప్రక్రియ ఈ విధంగా ఉంటుంది: నమూనా ఉత్పత్తి శ్రేణి నుండి పరీక్ష కోసం వేచి ఉన్న నమూనా వర్క్స్టేషన్కు ప్రవహిస్తుంది; ఆ తర్వాత అది పరీక్ష కోసం వేచి ఉన్న నమూనా వర్క్స్టేషన్ నుండి నమూనా పరీక్షా వర్క్స్టేషన్కు ప్రవహిస్తుంది, అక్కడ దానిని పరీక్షా స్థానానికి ఎత్తి, సంస్థాపన కోణానికి తిప్పి, అమర్చబడుతుంది; అప్పుడు సెకండరీ ఇమేజ్ సెపరేషన్ టెస్ట్ సిస్టమ్ నమూనాను కొలవడం ప్రారంభిస్తుంది. పరీక్షించబడిన నమూనా, నమూనా పరీక్షా వర్క్స్టేషన్ నుండి ఉత్పత్తి శ్రేణికి లేదా అవుట్పుట్ కోసం వేచి ఉన్న నమూనా వర్క్స్టేషన్కు ప్రవహిస్తుంది.
సరఫరా పరిధి
1, మూడు వర్క్స్టేషన్లు
2, ద్వితీయ చిత్ర విభజన పరీక్ష వ్యవస్థ
ఇంటర్ఫేస్
మొదటి వర్క్స్టేషన్ యొక్క ప్రవేశ కన్వేయర్ బెల్ట్ మరియు మూడవ వర్క్స్టేషన్ యొక్క నిష్క్రమణ కన్వేయర్ బెల్ట్
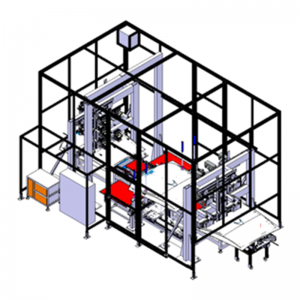
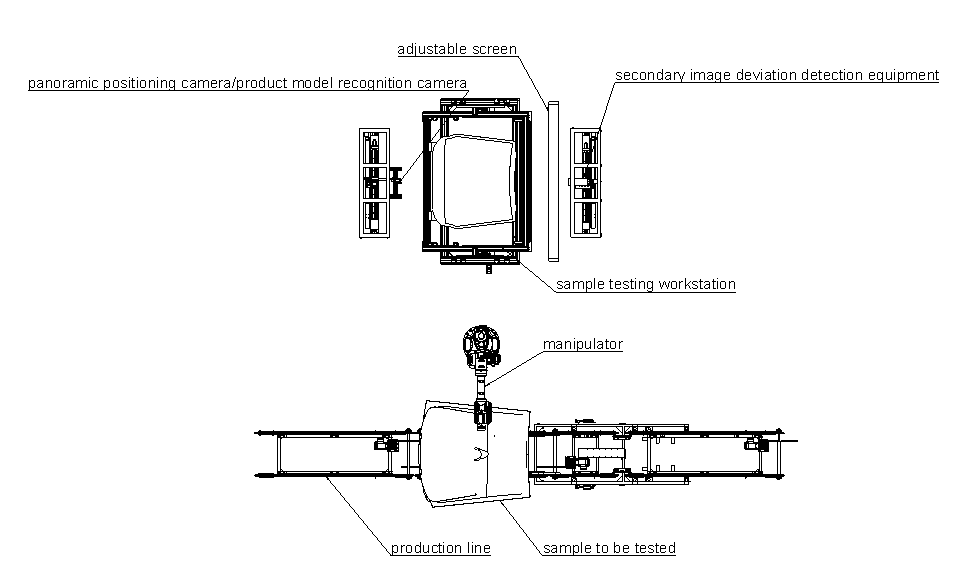
పరిష్కారం 2
మెకానికల్ విభాగం ప్రధానంగా విండ్షీల్డ్ నమూనాను బదిలీ చేయడానికి, నమూనా భంగిమను ఇన్స్టాలేషన్ కోణానికి సర్దుబాటు చేయడానికి మరియు కొలతను పూర్తి చేయడంలో సెకండరీ ఇమేజ్ సెపరేషన్ టెస్ట్ సిస్టమ్కు సహాయం చేయడానికి ఉపయోగించబడుతుంది.
యాంత్రిక విభాగం మూడు విభాగాలుగా విభజించబడింది: ఉత్పత్తి శ్రేణి, మానిప్యులేటర్ మరియు పరీక్షా కార్యస్థలం. పరీక్షా కార్యస్థలం ఉత్పత్తి శ్రేణి పక్కన ఉంటుంది. గాజును మానిప్యులేటర్ పట్టుకుని పరీక్షా కార్యస్థలం వద్ద ఉంచుతుంది. కొలత పూర్తయిన తర్వాత, గాజును మానిప్యులేటర్ ద్వారా తిరిగి ఉత్పత్తి శ్రేణిపై ఉంచుతారు.
పరీక్షా వర్క్స్టేషన్లో ఒక నమూనా కొలత బ్రాకెట్ అమర్చబడి ఉంటుంది. నమూనాను ఉంచే ముందు, దాని వాస్తవ సంస్థాపన స్థితిని అనుకరించడానికి మరియు తగిన సంస్థాపన కోణానికి సర్దుబాటు చేయడానికి, నమూనా కొలత బ్రాకెట్ యొక్క కోణాన్ని తిప్పవచ్చు. నమూనాను కన్వేయర్ బెల్ట్ నుండి తీసుకుని, సర్దుబాటు చేసిన కొలత బ్రాకెట్పై ఉంచుతారు. బ్రాకెట్పై అమరిక స్థానీకరణ నిర్వహించబడుతుంది.
నమూనా పరీక్ష యొక్క ప్రాథమిక ప్రక్రియ ఈ విధంగా ఉంటుంది: బ్రాకెట్ నమూనాను ఇన్స్టాలేషన్ కోణానికి తిప్పుతుంది. నమూనా ప్రొడక్షన్ లైన్ నుండి గ్రాబ్ పొజిషన్కు ప్రవహిస్తుంది, అక్కడ మానిప్యులేటర్ గాజును తీసుకుని టెస్టింగ్ వర్క్స్టేషన్పై ఉంచుతుంది. మరియు కొలత తర్వాత, మానిప్యులేటర్ ద్వారా నమూనా తిరిగి ప్రొడక్షన్ లైన్లోకి లాగబడి బయటకు ప్రవహిస్తుంది.
సరఫరా పరిధి
1, పరీక్షా వర్క్స్టేషన్
ఇంటర్ఫేస్
పరీక్షా వ్యవస్థ యొక్క బ్రాకెట్.
క్లయింట్ చేత మోసగించబడటం
పరీక్షను డార్క్రూమ్లో నిర్వహించాల్సి ఉంటుంది, మరియు కస్టమర్ డార్క్రూమ్గా ఉపయోగపడేలా ఒక పెద్ద కవర్ను సిద్ధం చేసుకోవాలి.
అనుకూలీకరించిన విభాగం
1. నమూనా పరిమాణం, కొలత ప్రాంతం మరియు సంస్థాపన కోణం ఆధారంగా సపోర్ట్ బ్రాకెట్ను కొలవండి.
2. కొలత పరిధి, కొలత పాయింట్ల సంఖ్య మరియు కొలత చక్ర అవసరాల ఆధారంగా కొలత సెన్సార్ వ్యవస్థల సంఖ్యను నిర్ణయించండి.
సైట్లో అవసరాలు
సైట్ పరిమాణం: 7 మీటర్ల పొడవు * 4 మీటర్ల వెడల్పు * 4 మీటర్ల ఎత్తు (కస్టమైజ్డ్ ఆప్షన్ ఆధారంగా తుది సైట్ పరిమాణం నిర్ణయించబడుతుంది)
విద్యుత్ సరఫరా: 380V
గ్యాస్ మూలం: గ్యాస్ మూల పీడనం: 0.6Mpa, ఇన్టేక్ పైపు వెలుపలి వ్యాసం: φ 10